SINUMERIK Operate中的幾個銑削加工循環(huán)
近年來 ,用于制造機械零件的材料也不斷推陳出新,很多強度更高,質(zhì)量更輕的材料不斷面世,大大提高了機械產(chǎn)品的的性能。不過,這些材料相當多的屬于不易切削的材料,使用傳統(tǒng)的切削工藝很難滿足加工質(zhì)量的需求。因此需要在切削刀具,加工工藝上有所創(chuàng)新。在這里,我們就以SINUMERIK 828D/840D sl為例,針對上述工況,將著重介紹幾個工藝循環(huán)。由于內(nèi)容較多,我們分成兩期來為大家做介紹,今天介紹的為第二期,第一期介紹請點擊下方藍色標題進行查看。
插銑法
在加工比較深,比較寬的開放槽或腔體結(jié)構(gòu),或在工件壁薄,彈性變形大,容易加工硬化且刀具懸伸大的工況時,用戶還可以使用帶底刃的切削刀具(例如端銑刀)進行插銑加工。
為什么提出這種加工方法呢?主要是下面兩個原因:
使用傳統(tǒng)的制造方法(分層銑削法)時,在切深大、刀具懸伸長、切削負載比較大時,機床刀具軸需要承受很大的徑向力,造成刀具在徑向上撓曲形變,在切削過程中會造成“讓刀”現(xiàn)象,造成工件尺寸的偏差;
并且由于刀具懸伸較長,采用傳統(tǒng)方法容易造成刀具震動、降低效率、影響刀具使用壽命。
而使用插銑法加工同樣的零件可能會避免上述問題,主要有以下三點好處:
1. 避免“讓刀”情況的發(fā)生:刀具在切削加工過程中的進給/退刀只在刀具主軸方向進行(如圖1中的綠色線條所示),刀具主軸產(chǎn)生的形變對工件加工尺寸精度的影響較小。這樣就很大程度上減少了由于刀具承受徑向力而造成加工不到位的問題。
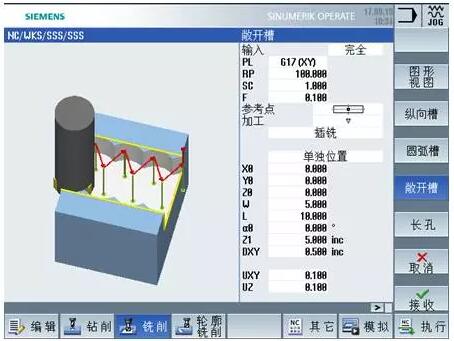
圖1:通過SINUMERIK828D/840Dsl可以通過使用循環(huán)Cycle889中的插銑法加工開放型槽結(jié)構(gòu),刀具的運動過程和沖床的沖頭類似,切削進給(G01)只在Z方向進行,而快移動作(G00)在G17(X-Y)平面和退刀時進行
2. 延長刀具壽命:此外由于這種沿Z方向進刀的方式刀具產(chǎn)生的震動比較小,進而延長了刀具壽命。
3.提高材料去除效率,節(jié)省加工時間:刀具的單次切深也比傳統(tǒng)的分層銑削法有了很大提高,對于原先需要選用低切削參數(shù)多次走刀或因震動、變形無法加工的的工件插銑可以成為高效的選擇;在傳統(tǒng)的銑削法中,;一些腔體的圓弧拐角處還需要使用直徑更小的刀具進行加工才能將拐角圓弧加工到位,還容易造成震動、讓刀或過切。如果有合適的插銑刀具的話,可一次性加工到位,進一步節(jié)省總的加工時間。
插銑法應(yīng)用于粗加工,在完成相應(yīng)的工序后在工件的邊沿會留下剩余材料(如圖2所示),
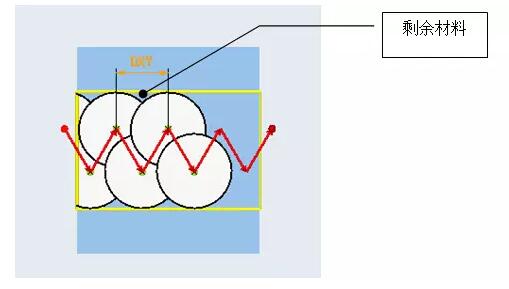
圖2:插銑加工完成后,槽壁余留了很多剩余材料,需要通過后續(xù)的精加工去除
需要在后續(xù)的加工工步中去除。用戶如果使用西門子的828D/840Dsl數(shù)控系統(tǒng),可以調(diào)用Cycle889循環(huán)完成插銑加工策略的調(diào)用后,再更換合適的刀具(例如:精銑刀),再次調(diào)用Cycle889循環(huán),選擇合適的半精加工,精加工策略,即可對槽的側(cè)邊,底部,槽邊倒角進行精細加工。
除了調(diào)用循環(huán)外,客戶也可以在部分CAD/CAM軟件中找到按照插銑法生成零件刀路軌跡的工藝設(shè)置。
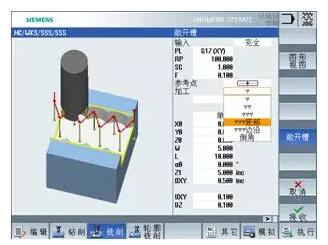
圖3:通過Cycle889循環(huán),用戶還可以選擇粗加工,半精加工,精加工策略

圖4:通過Cycle889循環(huán),還可以對工件的槽或腔體的特定位置(例如側(cè)邊,底部)以及尖銳的邊角進行有針對性的加工

掃一掃微信二維碼

掃一掃微博二維碼

 點擊立即咨詢>>
點擊立即咨詢>>