一、機床絲錐斷裂的原因
1.機床絲錐品質(zhì)不好
主要材料,數(shù)控刀具設(shè)計,熱處理情況,加工精度,涂層質(zhì)量等等。例如,絲錐截面過渡處尺寸差別太大或沒有設(shè)計過渡圓角導(dǎo)致應(yīng)力集中,使用時易在應(yīng)力集中處發(fā)生斷裂。
柄、刃交界處的截面過渡處離焊口距離太近,導(dǎo)致復(fù)雜的焊接應(yīng)力與截面過渡處的應(yīng)力集中相迭加,產(chǎn)生較大的應(yīng)力集中,導(dǎo)致絲錐在使用中斷裂。例如,熱處理工藝不當(dāng)。絲錐熱處理時,若淬火加熱前不經(jīng)預(yù)熱、淬火過熱或過燒、不及時回火及清洗過早都有可能導(dǎo)致絲錐產(chǎn)生裂紋。金屬加工在線專家認(rèn)為很大程度上這也是國內(nèi)絲錐整體性能不如進口絲錐的重要原因。
2.機床絲錐選擇不當(dāng)
對硬度太大的攻件應(yīng)該選用高品質(zhì)機床絲錐,如含鈷高速鋼絲錐、硬質(zhì)合金絲錐、涂層絲錐等。此外,不同的絲錐設(shè)計應(yīng)用在不同的工作場合。例如,機床絲錐的排屑槽頭數(shù)、大小、角度等等對排屑性能都有影響
3.機床絲錐與加工的材料不匹配
這個問題近幾年越來越受到重視,以前國內(nèi)廠家總覺得進口的好,貴的好,其實是適合的好。隨著新材料的不斷增加和難加工,為了適應(yīng)這種需要,刀具材料的品種也在不斷地增加。這就需要在攻絲前,選擇好合適的絲錐產(chǎn)品。
4.底孔孔徑偏小
例如,加工黑色金屬材料M5×0.5螺紋時,用切削機床絲錐應(yīng)該用選擇直徑4.5mm鉆頭打底孔,如果誤用了4.2mm鉆頭來打底孔,攻絲時絲錐所需切削的部分必然增大,進而使絲錐折斷。金屬加工雜志編輯建議根據(jù)絲錐的種類及攻件材質(zhì)的不同選擇正確的底孔直徑,如果沒有完全符合的鉆頭可以選擇大一級的。
5.攻件材質(zhì)問題:
攻件材質(zhì)不純,局部有過硬點或氣孔,導(dǎo)致絲錐瞬間失去平衡而折斷。
6.機床沒有達(dá)到絲錐的精度要求
機床和夾持體也是非常重要的,尤其對于高品質(zhì)的絲錐,只要一定精度的機床和夾持體才能發(fā)揮出絲錐的性能。常見的就是同心度不夠。攻絲開始時,絲錐起步定位不正確,即主軸軸線與底孔的中心線不同心,在攻絲過程中扭矩過大,這是絲錐折斷的主要原因。
7.切削液,潤滑油品質(zhì)不好
這點國內(nèi)的許多企業(yè)都開始關(guān)注起來,許多采購了國外刀具和機床的公司有非常深刻的體會,切削液,潤滑油品質(zhì)出現(xiàn)問題,加工出的產(chǎn)品質(zhì)量很容易出現(xiàn)毛刺等不良情況,同時壽命也會有很大的降低。
8.切削速度與進給量不合理
當(dāng)加工出現(xiàn)問題時,國內(nèi)大部分用戶是降低切削速度和減小進給量,這樣絲錐的推進力度降低,其生產(chǎn)的螺紋精度因此被大幅度降低,這樣加大了螺紋表面的粗糙度,螺紋孔徑和螺紋精度都無從控制,毛刺等問題當(dāng)然更不可避免。但是,給進速度太快,導(dǎo)致的扭力過大也容易導(dǎo)致絲錐折斷。機攻時的切削速度,一般鋼料為6-15m/min;調(diào)質(zhì)鋼或較硬的鋼料為5-10m/min;不銹鋼為2-7m/min;鑄鐵為8-10m/min。在同樣材料時,絲錐直徑小取較高值,絲錐直徑大取較低值。

9.操作人員技術(shù)與技能沒有達(dá)到要求:
以上的這些問題,都需要操作人員做出判斷或向技術(shù)人員反饋,但目前國內(nèi)絕大部分操作人員重視不夠。例如,加工盲孔螺紋時,當(dāng)絲錐即將接觸孔底的瞬間,操作者并未意識到,仍按未到孔底時的攻絲速度給進,或排屑不暢時強行給進導(dǎo)致絲錐折斷。金屬加工雜志建議操作人員加強責(zé)任心。
由上可見,造成絲錐斷裂的原因可謂多種多樣,機床、夾具、工件、工藝、夾頭及刀具等等都有可能,僅憑紙上談兵也許永遠(yuǎn)都找不到真正原因。做為一個合格的負(fù)責(zé)的刀具應(yīng)用工程師,最重要的是深入現(xiàn)場,更多數(shù)控編程知識關(guān)注微信公眾號(數(shù)控編程教學(xué))領(lǐng)取教程,而不是僅憑想象。舉個最簡單的例子,假如絲錐切削錐長度太長,攻絲時撞至底孔底部而斷裂,如果你不深入現(xiàn)場,僅憑猜測絲錐性能、工件材料、加工工藝等等等等如何獲知。
我剛開始的時候作夢都不能想到,但確實有客戶出現(xiàn)過此等你可能會認(rèn)為極為低級的問題,但你不得不面對。
實際上,不論傳統(tǒng)的攻絲設(shè)備還是昂貴的CNC設(shè)備在原理上都不能很好的解決上述問題。因為機器無法識別絲錐工作狀況和所需的最適當(dāng)扭力,只會根據(jù)預(yù)先設(shè)定的參數(shù)不斷重復(fù)加工。只有在最后用螺紋規(guī)檢測被加工的部件時才會發(fā)現(xiàn)不合格,而此刻發(fā)現(xiàn)已經(jīng)為時太晚。
即便發(fā)現(xiàn)了也沒用,該報廢的再昂貴的零部件也只好報廢,不合格的產(chǎn)品也不得不打入次品扔掉。因此,在大型企業(yè)對于大型、昂貴、精密的工件加工,即便是花高價錢用進口的絲錐也不用國產(chǎn)的,因為一旦絲錐斷裂,工件報廢,付出的代價是相當(dāng)大的。因此,國內(nèi)品牌尚需在技術(shù)上更精進。

二、鈦合金的車削
鈦合金的熱導(dǎo)性很差,加上切屑與刀具接觸長度很短,不利于切削熱的導(dǎo)出,以致切削刃區(qū)溫度高,約比切削45鋼高一倍以上。另外,刀具磨損也很嚴(yán)重,一方面鈦合金與刀具材料的化學(xué)親和性強,容易和刀具材料中的Ti、Co、C等元素粘結(jié),高溫下加重了粘結(jié)磨損;另一方面鈦合金很容易與空氣中的氧和氮化合形成硬而脆的表層,使刀具磨損加劇。此外,由于切屑與刀具前刀面的接觸長度只有切削鋼時的1/3~1/4,造成切削力集中在切削刃附近,刀具容易崩刃。因此切削鈦合金的刀具材料,如采用高速鋼,宜采用含鈷、鋁或高釩高速鋼。金屬加工在線為提高生產(chǎn)效率,應(yīng)盡可能使用硬質(zhì)合金刀具,但應(yīng)選擇與鈦合金親和力小、熱導(dǎo)性能良好的高強度細(xì)晶粒鎢鈷類硬質(zhì)合金,如表1所示:
表1車削鈦合金的刀具材料選擇

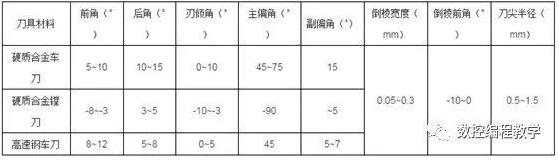
為提高切削刃強度和散熱能力,宜選用較小的前角和刃傾角。由于鈦合金切削時已加工表面彈性恢復(fù)大,故后角應(yīng)取較大值。刀尖應(yīng)采用圓弧過渡刃,切削刃不許有毛刺、微小缺口或裂紋等缺陷,刀面的粗糙度應(yīng)在Ra0.2μm以內(nèi),以保證排屑流暢和避免崩刃。車削鈦合金的刀具幾何參數(shù)如表2所示:
表2車削鈦合金的刀具幾何參數(shù)選擇
車削鈦合金的速度不宜過高,背吃刀量可以較大,進給量應(yīng)當(dāng)適當(dāng)。進給量過大,會引起切削刃燒損;進給量過小,則導(dǎo)致切削刃在加工硬化層時磨損過快。車削鈦合金時,可采用防銹乳化液或極壓乳化液冷卻潤滑。車削鈦合金的切削用量選擇如表3所示:
表3車削鈦合金的切削用量選擇
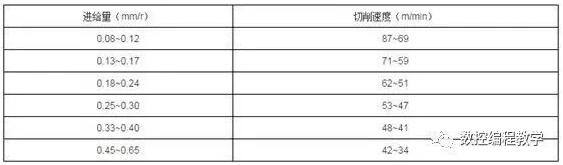
注:本表使用條件:刀具材料YG8,工件材料TC4,刀具幾何角度前角=5°,后角=10°,主偏角=75°,副偏角=15°,刀尖半徑=0.5mm,切削深度=1mm,干式切削。若使用切削液,表中切削速度可適當(dāng)提高。

掃一掃微信二維碼

掃一掃微博二維碼

 點擊立即咨詢>>
點擊立即咨詢>>