在數控編程中,常遇到的問題有撞刀、彈刀、過切、漏加工、多余的加工、空刀過多、提刀過多和刀路凌亂等問題,本文談談這些常見數控編程問題的解決方法。
一、撞刀
撞刀是指刀具的切削量過大,除了切削刃外,刀桿也撞到了工件。造成撞刀的原因主要是安全高度設置不合理或根本沒設置安全高度、選擇的加工方式不當、刀具使用不當和二次開粗時余量的設置比第一次開粗設置的余量小等。
1. 吃刀量過大
解決方法:
減少吃刀量。刀具直徑越小,其吃刀量應該越小。一般情況下模具開粗每刀吃刀量不大于0.5mm,半精加工和精加工吃刀量更小。
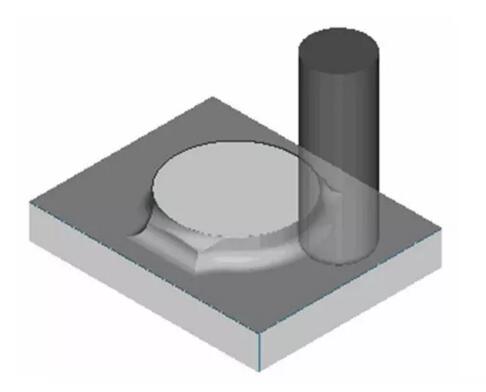
2. 選擇不當的加工方式
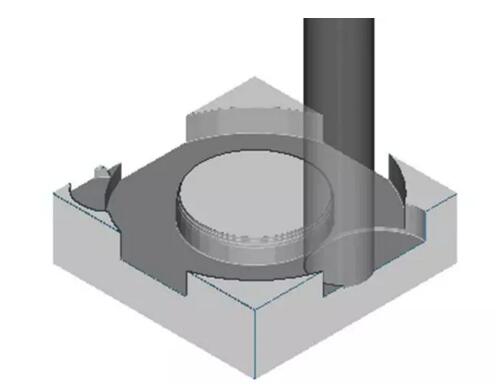
解決方法:
將等高輪廓銑的方式改為型腔銑的方式。當加工余量大于刀具直徑時,不能選擇等高輪廓的加工方式。
3. 安全高度設置不當
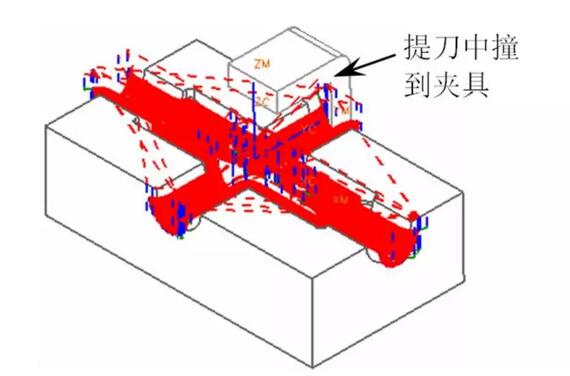
提刀中撞到夾具
解決方法:
(1)安全高度應大于裝夾高度
(2)多數情況下不能選擇“直接的”進退刀方式,除了特殊的工件之外
4. 二次開粗余量設置不當
解決方法:
二次開粗時余量應比第一次開粗的余量要稍大一點,一般大0.05mm。如第一次開粗余量為0.3mm,則二次開粗余量應為0.35mm。否則刀桿容易撞到上面的側壁。
點評:
除了上述原因會產生撞刀外,修剪刀路有時也會產生撞刀,故盡量不要修剪刀路。撞刀產生最直接的后果就是損壞刀具和工件,更嚴重的可能會損害機床主軸。
二、彈刀
彈刀是指刀具因受力過大而產生幅度相對較大的振動。彈刀造成的危害就是造成工件過切和損壞刀具,當刀徑小且刀桿過長或受力過大都會產生彈刀的現象。
1. 刀徑小且刀桿過長
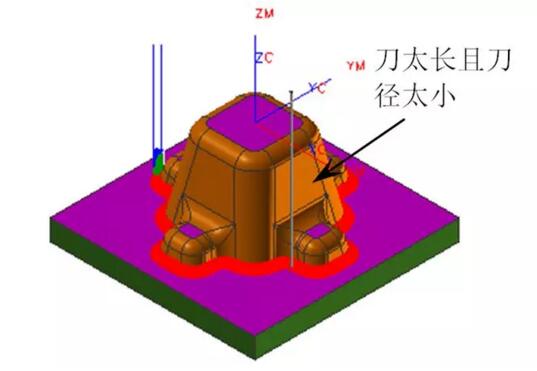
刀太長且刀徑太小
解決方法:
改用大一點的球刀清角或電火花加工深的角位
2. 受力過大(即吃刀量過大)
解決方法:
減少吃刀量(即全局每刀深度),當加工深度大于120mm時,要分開兩次裝刀,即先裝上短的刀桿加工到100mm的深度,然后再裝上加長刀桿加工100mm以下的部分,并設置小的吃刀量。
點評:
彈刀現象最容易被編程初學者所忽略,因此要引起足夠的重視。編程時,應根據切削材料的性能和刀具的直徑、長度來確定吃刀量和最大加工深度,以及太深的地方是否需要電火花加工等。
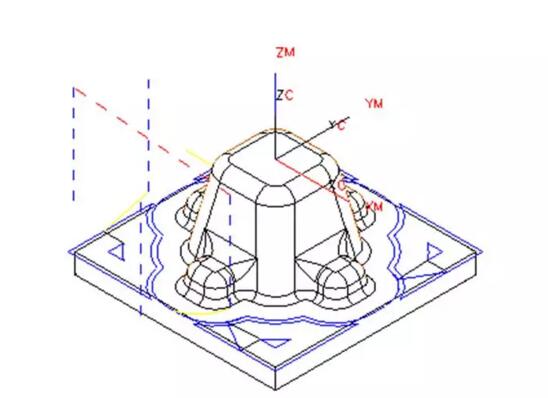
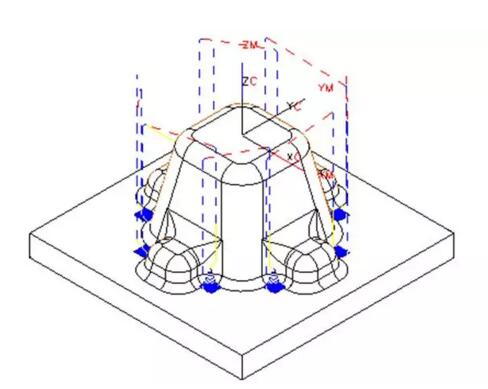
三、過切
過切是指刀具把不能切削的部位也切削了,使工件受到了損壞。造成工件過切的原因有多種,主要有機床精度不高、撞刀、彈刀、編程時選擇小的刀具但實際加工時誤用大的刀具等。另外,如果操機師傅對刀不準確,也可能會造成過切。
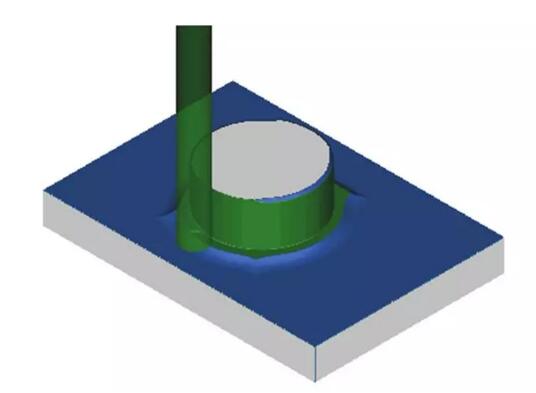
如下圖所示的情況是由于安全高度設置不當而造成的過切。
過切
點評:
編程時,一定要認真細致,完成程序的編制后還需要詳細檢查刀路以避免過切等現象的發生,否則模具報廢甚至機床損壞。
四、漏加工
漏加工是指模具中存在一些刀具能加工到的地方卻沒有加工,其中平面中的轉角處是最容易漏加工的,如下圖所示。
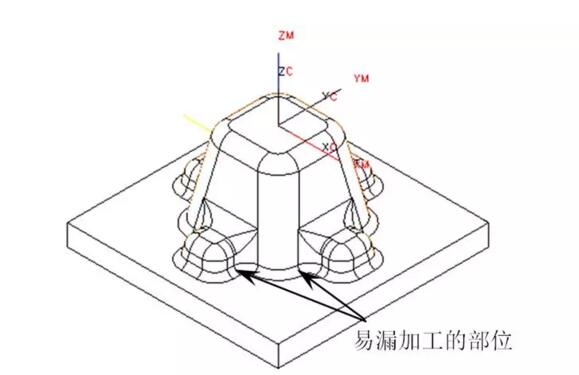
平面中的轉角處漏加工
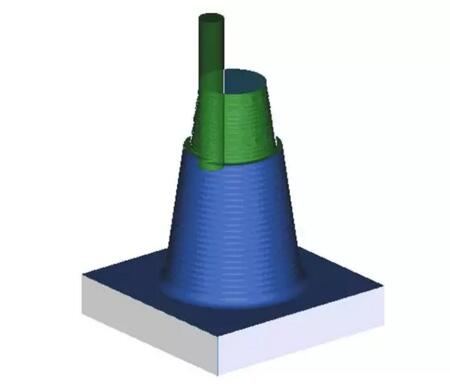
為了提高加工效率,一般會使用較大的平底刀或圓鼻刀進行光平面,當轉角半徑小于刀具半徑時,則轉角處就會留下余量,如下圖所示。
平面銑加工
為了清除轉角處的余量,應使用球刀在轉角處補加刀路,如下圖所示。
補加刀路
點評:
漏加工是比較普遍也是最容易忽略的問題之一,編程者必須小心謹慎,不要等到模具已經從機床上拆下來了才發現漏加工,那將會浪費大量的時間。
五、多余的加工
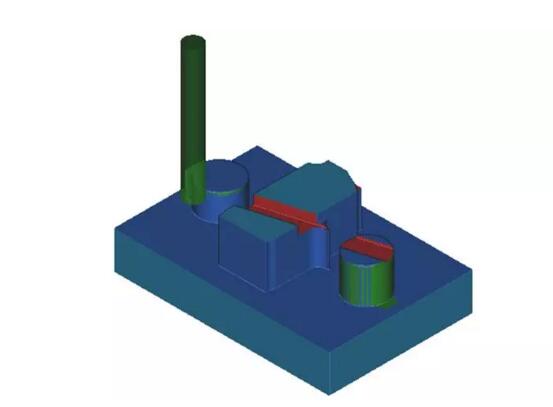
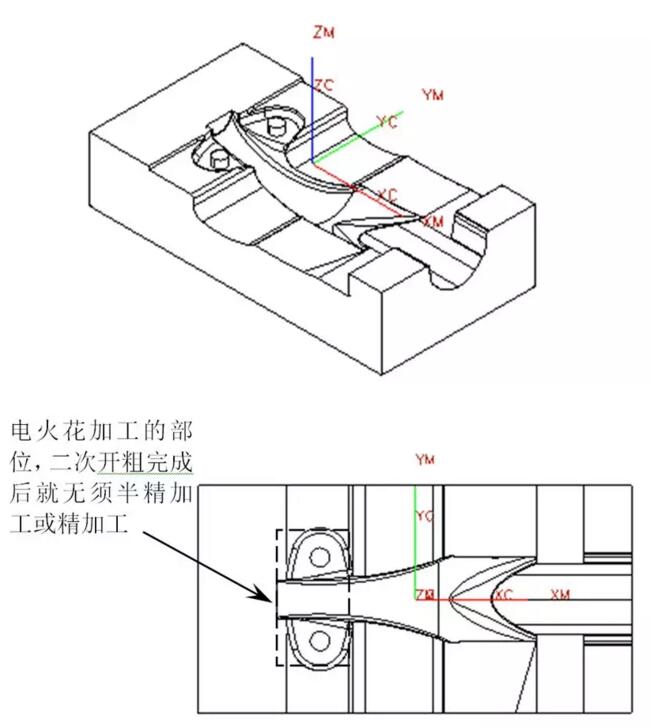
多余的加工是指對于刀具加工不到的地方或電火花加工的部位進行加工,它多發生在精加工或半精加工。
有些模具的重要部位或者普通數控加工不能加工的部位都需要進行電火花加工,所以在開粗或半精加工完成后,這些部位就無須再使用刀具進行精加工,否則就是浪費時間或者造成過切。如下面所示的模具部位就無須進行精加工。
(1)無須進行精加工的部位
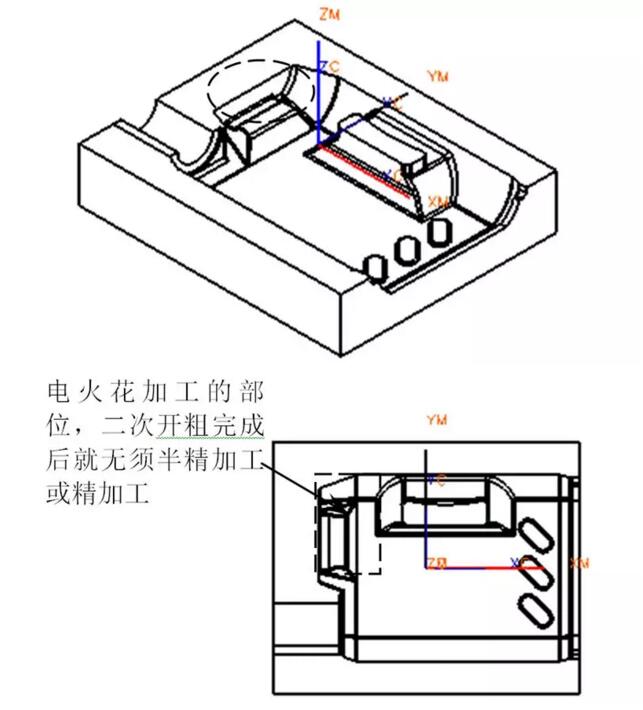
(2)無須進行精加工的部位
點評:
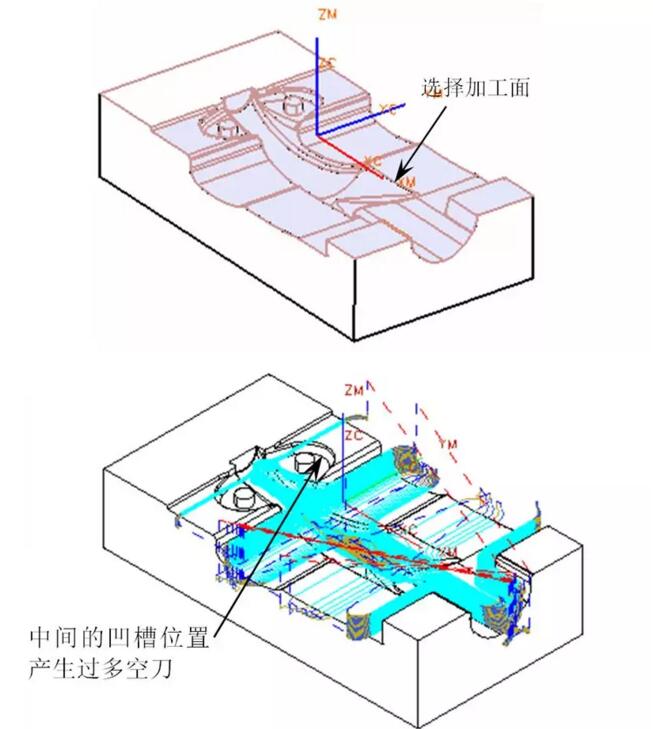
通過選擇加工面的方式確定加工的范圍,不加工的面不要選擇。
六、空刀過多
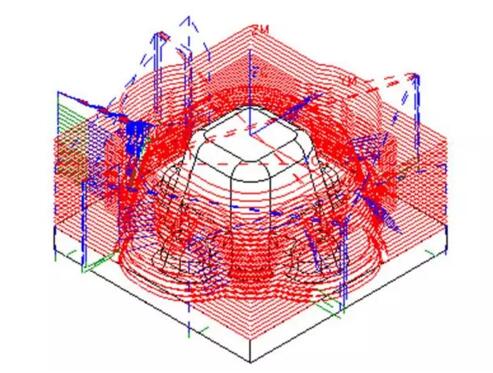
空刀是指刀具在加工時沒有切削到工件,當空刀過多時則浪費時間。產生空刀的原因多是加工方式選擇不當、加工參數設置不當、已加工的部位所剩的余量不明確和大面積進行加工,其中選擇大面積的范圍進行加工最容易產生空刀。
為避免產生過多的空刀,在編程前應詳細分析加工模型,確定多個加工區域。編程總脈絡是開粗用銑腔型刀路,半精加工或精加工平面用平面銑刀路,陡峭的區域用等高輪廓銑刀路,平緩區域用固定軸輪廓銑刀路。
如圖下圖所示的模型,半精加工時不能選擇所有的曲面進行等高輪廓銑加工,否則將產生過多空刀。
點評:
避免空刀過多的方法就是把刀路細化,通過選擇加工面或修剪邊界的方式把大的加工區域分成若干個小的加工區域。
七、提刀過多和刀路凌亂
提刀在編程加工中是不可避免的,但當提刀過多時就會浪費時間,大大地降低加工效率和提高加工成本。另外,提刀過多會造成刀路凌亂不美觀,而且會給檢查刀路的正確與否帶來麻煩。
造成提刀過多的原因有模型本身復雜、加工參數設置不當、切削模式選擇不當和沒有設置合理的進刀點等。
1. 設置不當的加工參數
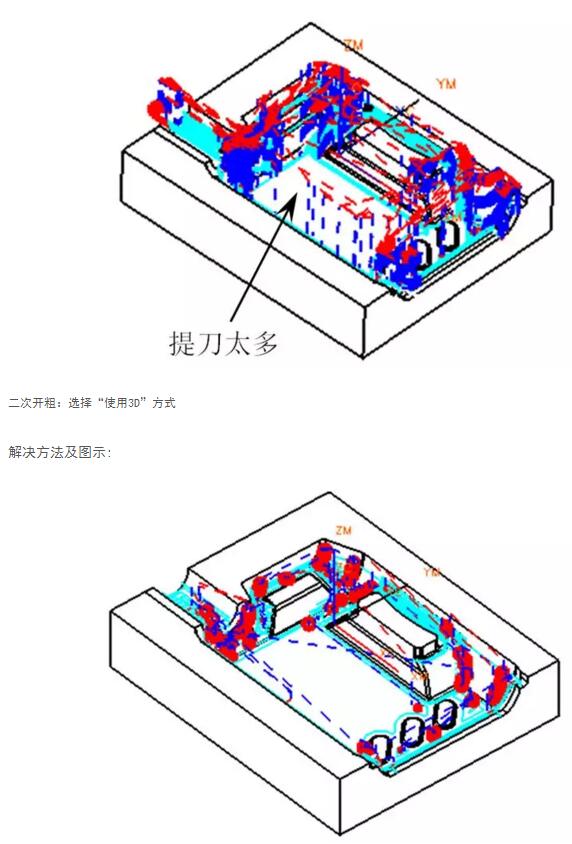
二次開粗:選擇“使用3D”方式
解決方法及圖示:
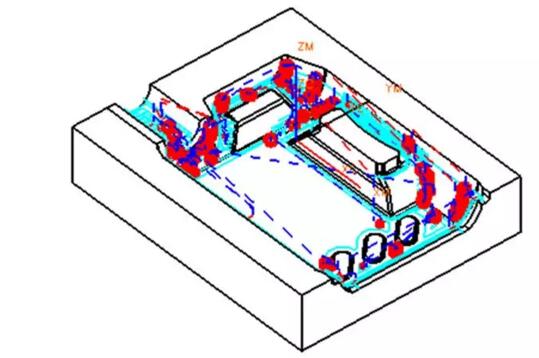
二次開粗:選擇“使用基于層的”方式
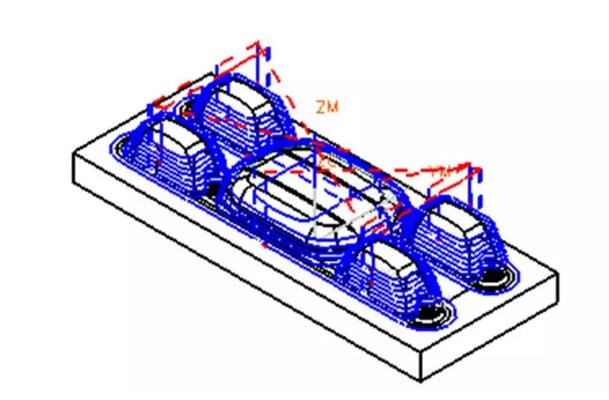
2. 選擇不當的切削模式
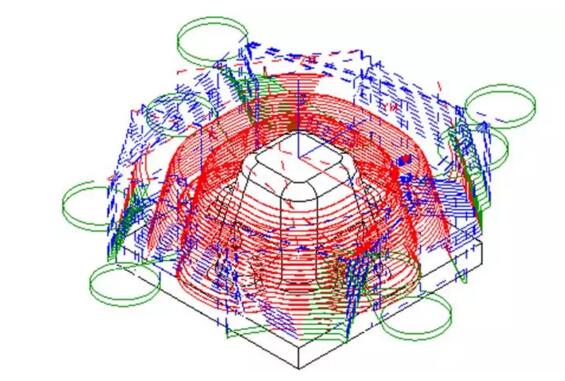
選擇“跟隨部件”切削模式
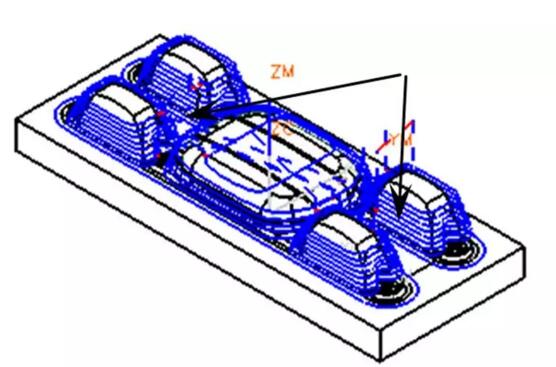
解決方法及圖示:
選擇“跟隨周邊”切削模式
3. 沒有設置合理的進刀點
等高輪廓銑加工時沒設置進刀點
在箭頭所指兩處設置進刀點
點評:
造成提刀過多的原因還有很多,如修剪刀路、切削順序等。
八、殘料的計算
殘料的計算對于編程非常重要,因為只有清楚地知道工件上任何部位剩余的殘料,才能確定下一工序使用的刀具以及加工方式。
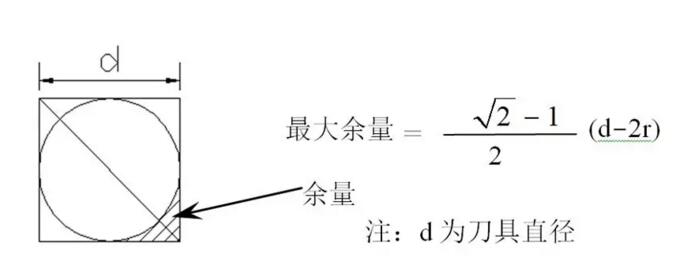
把刀具看作是圓柱體,則刀具在直角上留下的余量可以根據勾股定理進行計算,如 下圖所示。
如果并非直角,而是有圓弧過渡的內轉角時,其余量同樣需要使用勾股定理進行計算,如下圖所示。
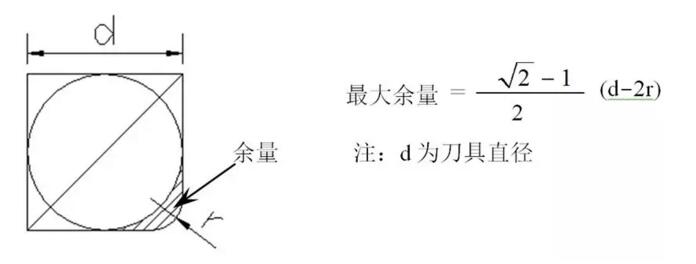
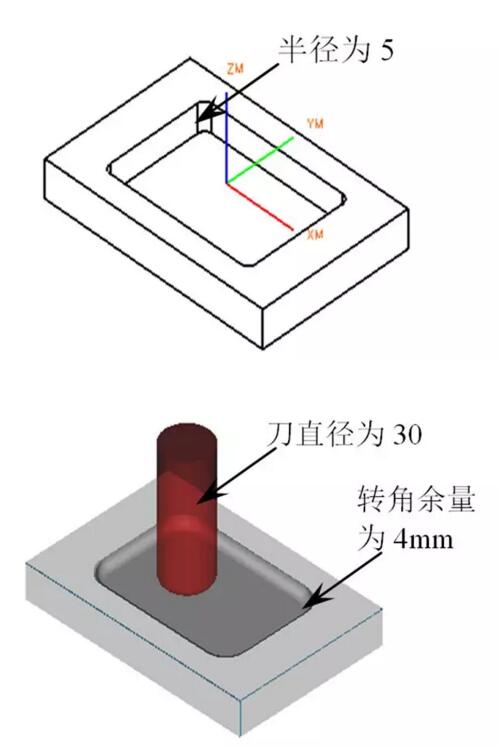
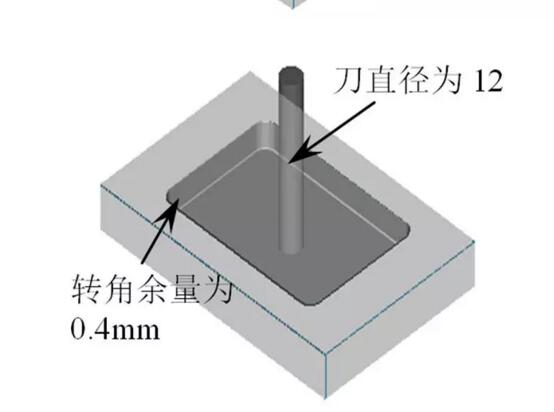
如圖下圖所示的模型,其轉角半徑為5mm,如使用D30R5的飛刀進行開粗,則轉角處的殘余量約為4mm;當使用D12R0.4的飛刀進行等高清角時,則轉角處的余量約為0.4mm;當使用D10或比D10小的刀具進行加工時,則轉角處的余量為設置的余量,當設置的余量為0時,則可以完全清除轉角上的余量。
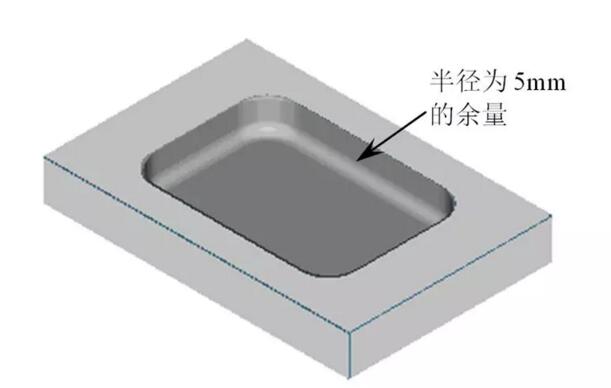
點評:
當使用D30R5的飛刀對下圖所示的模型進行開粗時,其底部會留下圓角半徑為5mm的余量。

掃一掃微信二維碼

掃一掃微博二維碼

 點擊立即咨詢>>
點擊立即咨詢>>